Jay Engineering Vapi
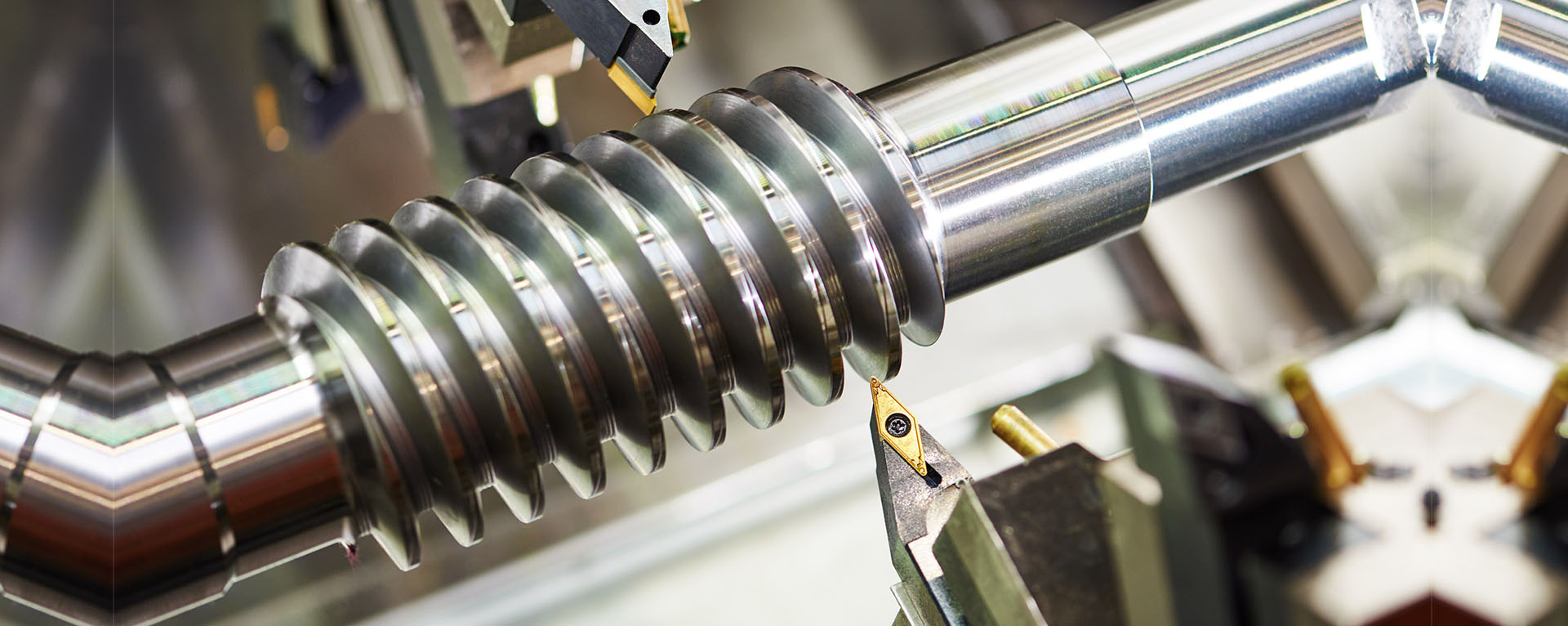
Established in the year 2005, we, "Jay Engineering", are an ISO 9001:2008 certified organization engaged in manufacturing of Die Parts and Precision Turned Parts, we are the service provider of Extrusion Screws, Repairing of Die Parts & Hard Chrome Plating & all kind of critical jobs.
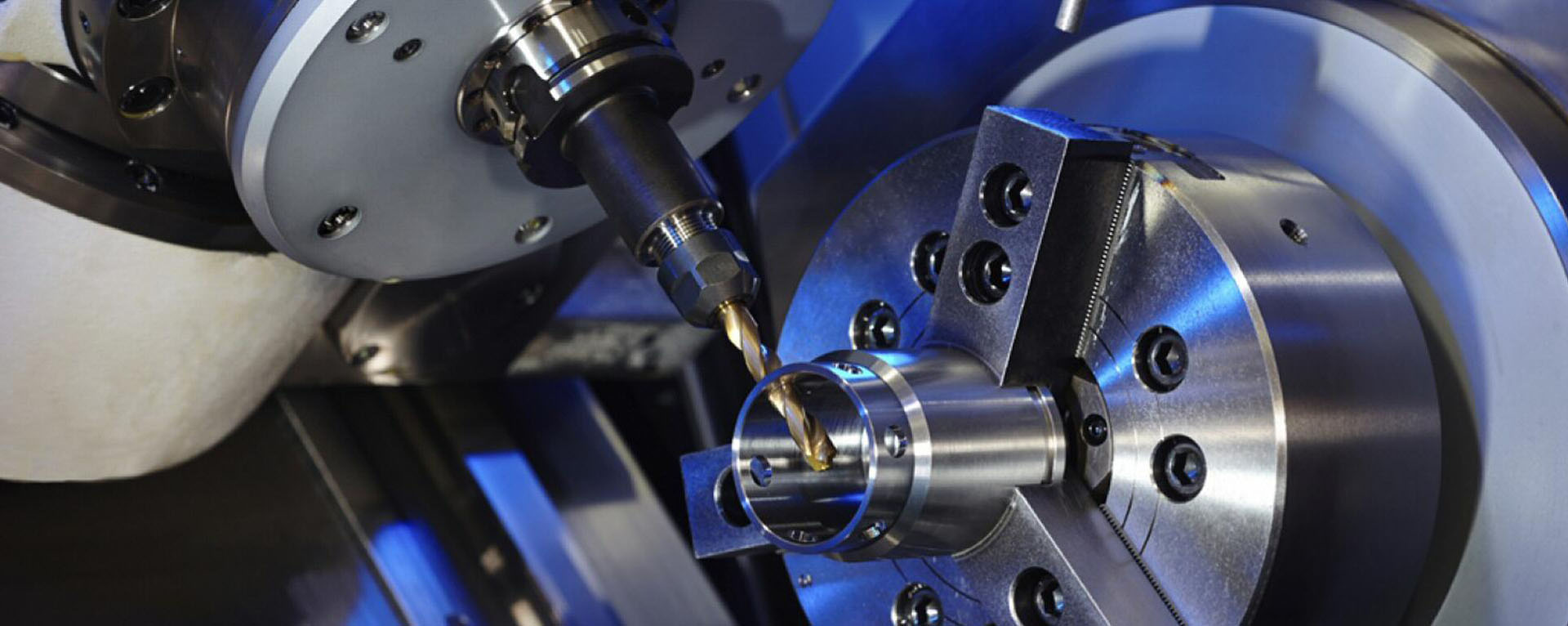
Established in the year 2005, we, “Jay Engineering”, are an ISO 9001:2008 certified organization engaged in manufacturing of Die Parts and Precision Turned Parts, we are the service provider of Extrusion Screws, Repairing of Die Parts & Hard Chrome Plating & all kind of critical jobs. We manufacture these die parts and other products by making use of the quality-approved raw material while keeping in mind the established quality standards of the industry. Apart from this, prior to dispatch, we check these die parts and other products so as to ensure their resistance against rust, seamless shine, fine finish, durability and accurate dimensions. We are also engaged in providing Chrome Plating and CNC Machining Services.
The turning jobs on CNC provided by us ensure to attain close tolerance as required by our clients. We carry out polishing process up to the Ra of 0.02 microns along with the hard chrome coating of 25 microns with a very low variation over a periphery.
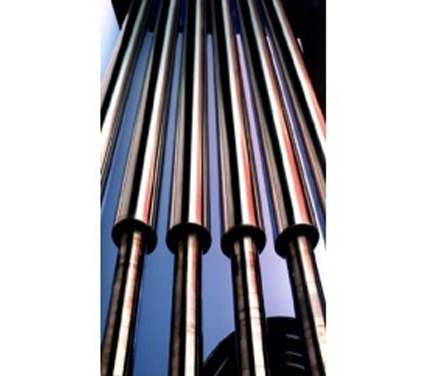
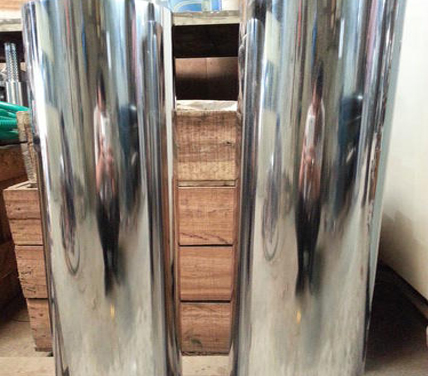
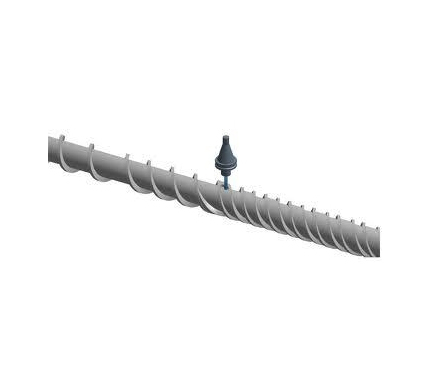
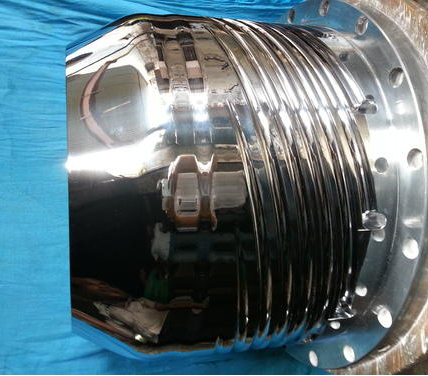
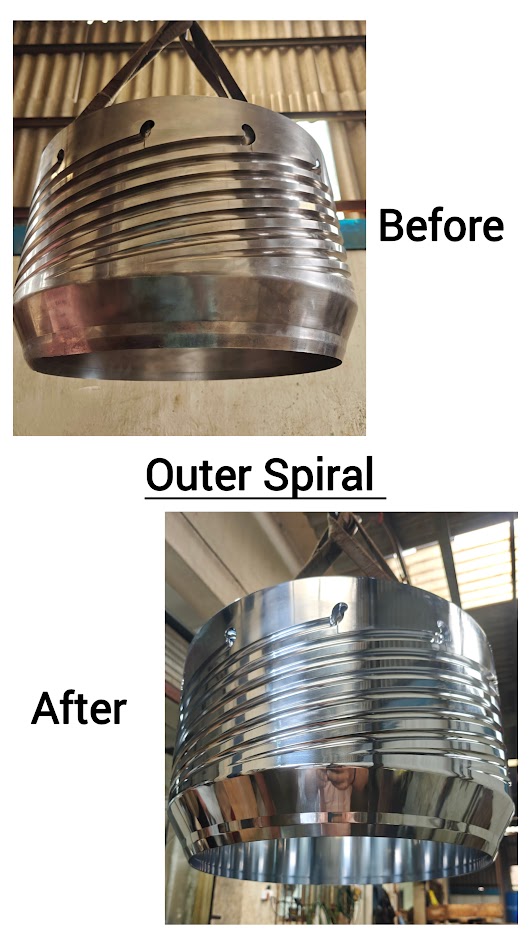
We at Jay engineering are committed to offer best quality of die head repairs for all sorts of blown film lines and pipe extrusion lines. Our satisfied customers are our quality representatives who certify us with repeat orders and long-term relations for improved product quality and enhanced product output. We have converted many die heads of blown film extrusion from Electroless nickel to Hard chrome with a huge improvement in film quality and 5-8 % increased output. Now they are using larger range of polymers and fillers where they were restricted to use a limited range. The photographs shown here are actual components’ photographs which we have refurbished. The difference is self-explanatory.
PROCESS TECHNICALITIES OF HARD CHROME Vs ELECTROLESS NICKEL PLATINGWhen selecting a surface coating for die head components in plastic blown film plants, the decision between hard chrome plating and electroless nickel (EN) depends on specific performance needs. Here's a detailed comparison, highlighting the advantages of hard chrome plating over electroless nickel, particularly for die head components:
Quality Job Work
We deliver high-precision die parts with hard chrome coating up to 25 microns and polishing up to Ra 0.02 microns, ensuring long-lasting performance and perfect finish.
Timely Delivery
With over 25 years of experience, we ensure fast turnaround of critical jobs like die head repair, CNC machining, and component refurbishing for blown film lines.
100% Satisfaction
Our clients consistently report improved output and film quality after converting from EN to hard chrome - repeat orders and long-term trust are our true certifications.
Advantages of Hard Chrome Plating over Electroless Nickel Plating
-
Superior Wear Resistance:
Hard chrome plating offers excellent hardness (typically 800–1000 HV), outperforming EN plating (500–700 HV for high-phosphorus EN).
In die head components, which experience abrasive wear from molten plastic flow and additives (like fillers or pigments), hard chrome ensures longer service life. -
Lower Coefficient of Friction:
Chrome provides a smoother surface with a lower coefficient of friction (~0.15) compared to EN plating (~0.25–0.35).
This reduces melt drag, improving polymer flow, reducing pressure drop, and minimizing the risk of polymer degradation due to shear heating. -
Higher Temperature Tolerance:
Hard chrome performs better at elevated temperatures (>400°C), whereas electroless nickel may begin to lose hardness and corrode above ~250–300°C.
Die heads in blown film plants may operate at high temperatures, especially for materials like nylon or high-temperature polyethylene. -
Greater Chemical Resistance to Specific Additives:
While EN plating generally has broader chemical resistance, hard chrome performs better against certain plastic additives, especially those containing halogens or acids used in flame-retardant films.
Chrome is less likely to suffer from pitting corrosion under certain stress-chemical conditions. -
Cost-Effective for Large Parts:
Hard chrome is often more cost-effective for large, simple-shaped components like die heads due to lower material and processing costs.
Electroless nickel has higher material cost and slower deposition rates, increasing costs for large or thick coatings. -
Selective & Controlled Plating:
Hard chrome allows selective deposition and tight control over coating thickness, important for maintaining tight tolerances on flow paths in die heads.
While EN is uniform, hard chrome can be masked and plated only where needed, reducing material waste and cost. -
Easy to Rework and Strip:
Hard chrome can be easily stripped and replated without damaging the base material, making maintenance and refurbishment of die head components easier.
EN plating, especially high-phosphorus types, may require more aggressive stripping chemicals, risking base metal degradation.
Summary Table
| Property / Criterion | Hard Chrome Plating | Electroless Nickel Plating |
|---|---|---|
| Hardness | 850–1100 HV | 500–700 HV (high-P) |
| Wear Resistance | ⭐⭐⭐⭐ | ⭐⭐⭐ |
| Friction Coefficient | ~0.12–0.15 (lower) | ~0.25–0.35 (higher) |
| Temperature Resistance | Excellent (>400°C) | Moderate (<250°C) |
| Chemical Resistance | Good (Selective) | Excellent (General) |
| Cost for Components | Lower | Higher |
| Uniform Coating (Complex) | Poor/Moderate | Excellent |
| Ease of Repair / Recoat | Easy | Difficult |
With the experience of over 25 years, we have mastered the hard chrome plating for all sorts of complex profiles, areas and sections especially observed in blown film die parts. This is the reason we have earned a long list of satisfied customers whether it is OEs or processing industries.
Our Products
manufacturing of Die Parts and Precision Turned Parts, we are the service provider of Extrusion Screws, Repairing of Die Parts & Hard Chrome Plating & all kind of critical jobs